 Pluhování
Pluhování
 Řízené vrty
Řízené vrty
 Relining potrubí
Relining potrubí
 Svařování potrubí
Svařování potrubí
 Autodoprava
Autodoprava
 Zemní práce
Zemní práce
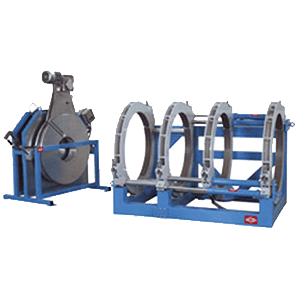
Naše firma Protlaky Plzeň s.r.o. disponuje svařovacím zařízením WIDOS 4900 pro svařování PE trubního materiálu od průměru d 90 mm – 315 mm. Toto zařízení je možné i pronajmout / zapůjčit vč. elektrocentrály.
Podstata spoje
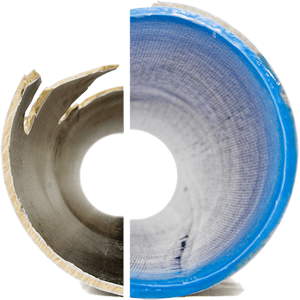
Svařování na tupo je tepelné spojování předem připravených trubek. Velmi zjednodušeně se jedná o svařování natavením svařovacích ploch komponentů kolmých k ose potrubí, které se spojí dohromady a nechají vychladnout. Vznikne tak homogenní spoj o velmi vysoké pevnosti. Toto svařování nemá žádný vliv na chemickou odolnost svařovaného materiálu a nesnižuje vnitřní tlakovou odolnost potrubí a tvarovek. Naši zaměstnanci mají odpovídající zaškolení a znalosti o materiálu, svářecích přístrojích, stejně jako o platných předpisech a pracovních postupech.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Základní informace
Kvalita sváru se odvíjí od těchto úkonů:
- Svařování se provádí, je-li teplota okolí mezi +5 °C až +40 °C. Vnější povětrnostní vlivy mohou negativně ovlivnit výsledek svařování. V takovém případě svařování nedoporučujeme.
- Zvláštní péči věnujeme důkladné kontrole svařovaných dílů. Vždy prověřujeme rozměry (např. vnější průměr, sílu stěny potrubí a tvarovek, ovalita).
- Kontrolujeme svařovací teplotu žhavících elementů (žhavícího zrcadla) pomocí teploměru. Tato měření opakujeme vždy po 10 minutách od dosažení požadované teploty. Je to důležité proto, aby svářecí přístroj mohl všechny požadované plochy řádně předehřát. Teplota komponentů svářecího přístroje se musí pohybovat v závislosti na síle stěny trubky / tvarovky mezi +200 °C a +270 °C.
- Kontrolujeme povrch žhavících elementů, aby nebyl poškozen a čistíme jej nebarevným měkkým papírem bez vláken nebo hadrem, který nepouští chlupy, za pomoci vhodného čisticího prostředku.
- Provádíme pravidelnou kontrolu funkčnosti svářečky.
- Kontrolujeme upínací elementy svářečky, aby bylo zajištěno souosé vyrovnání svařovaných dílů, stejně jako paralelnost svařovacích ploch.
- Provádíme kontrolu funkčnosti měřících přístrojů (manometrů a časoměřičů).
- Prověřujeme, zda svařované trubky a/nebo tvarovky odpovídají stejné tlakové řadě SDR.
Příprava materiálu
Zkoušky kvality sváru se dají zkoušet destruktivní nebo nedestruktivní metodou. První metoda vyžaduje speciální přístroj a má za následek zničení sváru. Kvalita svarového spoje může být samozřejmě zkontrolována i bez zvláštních přístrojů.
Vizuální kontrola je nejjednodušší metoda přezkoušení sváru bez jeho poškození. Touto metodou, která vyžaduje zkušenosti v práci se svařovací technikou a materiálem, se kontroluje podle následujících kritérií:
- výronek musí být po celém obvodu stejný
- zářez mezi výronky musí ležet nad vnějším průměrem svařovaných elementů
- ve výronku nesmí být viditelná žádná dutina, prach nebo jiné znečištění
- nesmí být viditelné žádné rýhy
- vyosení svařených součástí nesmí být vyšší, než 10 % jejich tloušťky